2022-02-23BAC5158翻译—波音飞机电气线束的安装(6)
BAC5158翻译—波音飞机电气线束的安装(6)
43560
可以搜到:产品、技术、资料、新闻、检测、企业、视频
波音系列飞机标准线路施工翻译
8.8常用高频插头和信号电缆插头的制作
8.8.1概述
1.高频插头夹接工具介绍

图8-407 220015-1 和220015-2 夹接工具介绍

图8-408 69141-1和69241-1

图8-409 M22520/5-01 和M22520/10-01夹接工具介绍
2.常用高频插头介绍
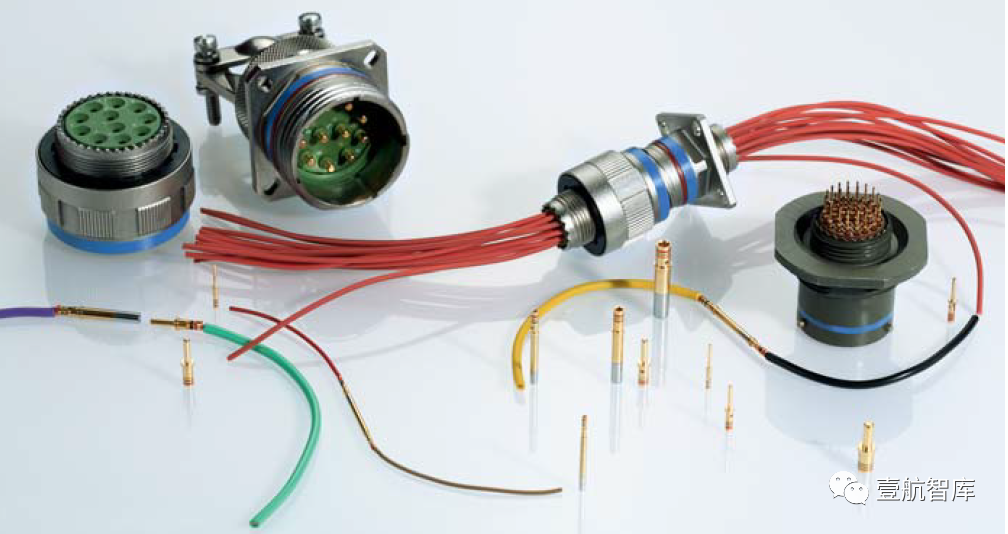
在航空器的通讯和导航系统中,例如高频通讯系统(HF)、甚高频通讯系统(VHF)、测距仪系统(DME)、航空交通管制系统(ATC)、自动定向仪系统(ADF)和空中交通警报与防撞系统(TCAS).等等,使用各种不同型号的高频插头和馈线将系统天线信号与系统计算机和控制板进行连接组成完整的系统,而高频插头的施工质量直接影响到通信和导航系统正常工作和工作的长期稳定性。
高频插头/座按照中心插钉/孔的连接方式分为冷压接连接类和软焊焊接类,冷压接连接.类分为BNC、C、HN、KM、N和SC等类型,软焊焊接类分为BNC、C、HN、N、TNC、SC和UHF等类型。
1) KINGS带保护同轴电缆插头/座的介绍

图8-410 KINGS带保护同轴电缆插头和插座
表8-52 同轴电缆插头件号举例

8.8.2常用高频插头的制作
1. KINGS带保护同轴电缆小号插头/座制作
1)准备程序

图8-411 K型环的安装位置
表8-53 同轴电缆绝缘去除尺寸

在高振动区域维护工作中热缩管是按照消耗材料的温度等级和抵抗液力油腐蚀能力等级进行选择,如果没有特殊要求根据高频插头外侧夹接铜环和同轴电缆的外层直径选择热缩管的尺寸,高频插头外侧夹接铜环和同轴电缆的外层直径要在热缩管的收缩范围之内,截取1.5英寸长的热缩管套在同轴电缆上,确保热缩管很容易在同轴电缆上移动;沿着同轴电缆的末端纵向轴线垂直剪切电缆,将K型金属环套在电缆上(请见图8-411所示),如果K型金属环是单K,K的位置放在同轴电缆的末端;如果电缆外侧是金属材料将金属材料电缆修剪齐整,如果电缆外层不是金属材料将电缆修剪齐整;如果没有特殊要求确保电缆外层平整达到满意程度。根据表8-53同轴电缆绝缘去除尺寸要求,按照图8-412、图8-413、 图8-414和图8-415所示进行电缆绝缘去除工作。

图8-412 电缆外层绝缘去除长度

图8-413 电缆屏蔽层长度

图8-414 芯线去除长度

图8-415 芯线绝缘长度
2)中心插钉的夹接
表8-54 同轴电缆插头夹接工具

表8-55 同轴电缆插头中心钉夹接工具

从表8-54中找到中心插钉夹接工具,根据工具代码在表8-55中选择夹接工具及其附件,将绝缘去除完成的中心导线放入中心插钉的夹接筒(请见图8-416所示),确保中心导线的芯线全部进入中心插钉的夹接筒,从中心插钉的观察孔里看到中心导线的芯线,中心导线绝缘层末端距离中心插钉夹接筒末端距离不能大于0.03英寸;使用夹接工具夹接中心插钉,确保夹接工具模块夹接痕迹在观察孔和夹接筒末端中心,检查夹接后夹接筒没有损伤和裂痕,如果发现损伤和裂痕中心插钉必须更换。

图8-416 中心插钉的夹接位置

图8-417 中心插钉的夹接位置
3)中心插钉的焊接
根据温度等级C级选择焊锡丝,不能使用温度等级D级的焊锡丝,如果温度太高容易损伤同轴电缆,将绝缘去除完成的中心导线放入中心插钉的焊接筒(请见图8-417所示),确保中心导线的芯线全部放入中心插钉的焊接筒内,从中心插钉的观察孔里看到中心导线的芯线,中心导线绝缘层末端距离中心插钉夹接筒末端距离不能大于0.03英寸(请见图8-418所示);在焊接插钉的观察孔位置放入少量的焊锡丝,在插钉上焊接电烙铁的温度不能太高,如果电烙铁温度过高容易损伤插钉和电缆;从插钉外表面去除多余的焊锡,检查焊接后焊接筒没有损伤,如果发现损伤中心插钉必须更换。

图8-418 中心插钉焊接位置
4)KINGS带保护同轴电缆小号插头/座安装程序
表8-56 同轴电缆插头K型环夹接工具

根据工具代码在表8-56中找到K型金属环的夹接工具和模块,一只手捏住电缆外层绝缘末端,另一只手捏住中心导线绝缘,顺时针或逆时针旋转中心导线将电缆的屏蔽层扫出一个喇叭口,电缆的屏蔽层处于交织状态(请见图8-419所示),将中心插钉送入高频插头,将同轴电缆的屏蔽层平铺在高频插头壳体的内侧金属环上(请见图8-420所示),插孔在高频插头内部的位置请见图8-421所示,确保插孔的前末端伸出距离绝缘末端最大0.02英寸,确保插孔的前末端距离绝缘末端最大0.02英寸;插钉在高频插座内部的位置请见图8-422所示,确保插孔的前末端距离绝缘末端最大0.04英寸;轻轻地拉中心插钉上的导线,确保高频插头锁住中心插钉;向前推动K型金属环到插头外壳的内侧支撑金属环前末端,使用夹接工具夹接K型金属环(请见图8-423所示),确保K型环的前末端距离高频插头外壳最大0.03英寸,检查K型环夹接情况,确保夹接完成的K型环每个侧边没有裂痕,在K型环底部区域不能看到夹接痕迹。

图8-419 屏蔽层在高频插头上的位置

图8-420 屏蔽层在插头上的位置

图8-421插头上的插孔连接位置

图8-422 插头上的插钉连接位置

图8-423 插头上K型环夹接的位置

图8-424 第一层热缩管安装的位置
5)防护程序
使用异丙醇清洁K型环、高频插头外壳和从K型环往后6英寸区域,将第一层热缩管推至距离K型环后末端最大0.05英寸距离(请见图8-424所示),按照20-10-14热缩管施工程序对热缩管进行施工,将第二层热缩管推至距离高频插头后末端最大0.05英寸距离(请见图8-425所示),按照20-10-14热缩管施工程序对热缩管进行施工,将第三层热缩管推至距离高频插头后末端最大0.05英寸距离(请见图8-425所示),按照20-10-14热缩管施工程序对热缩管进行施工。将热缩管推至距离高频插头后末端最大0.13英寸距离(请见图8-426所示),热缩管后末端距离K型环的后末端距离大于0.3英寸,按照20-10-14热缩管施工程序对热缩管进行施工。

图8-425 第二层和第三层热缩管安装的位置

图8-426 热缩管安装的位置
2. KINGS带保护同轴电缆插头/座制作
表8-57 同轴电缆剥线尺寸


图8-427 电缆外层绝缘去除长度

图8-428 电缆屏蔽层去除长度

图8-429 芯线绝缘去除长度

图8-430 芯线去除长度
在增压区域维护工作中根据表8-57同轴电缆绝缘去除尺寸要求,按照图8-427、图8-428、图8-429和图8-430所示进行电缆绝缘去除工作。
表8-58 同轴电缆插钉夹接工具

表8-59 同轴电缆金属环夹接工具


图8-431 中心插钉在电缆上的位置

图8-432 中心插钉送进插头位置

图8-433 金属环在插头.上的夹接位置
在表8-58中选择中心钉的夹接工具,在表8-59中选择K型金属环的夹接工具和模块,一只手捏住电缆外层绝缘末端,另一只手捏住中心导线绝缘,顺时针或逆时针旋转中心导线将电缆的屏蔽层扫出一个喇叭口,电缆的屏蔽层处于交织状态(请见图8-431所示),使用夹接工具夹接中心钉;将中心插钉送入高频插头,将同轴电缆的屏蔽层平铺在高频插头壳体的内侧金属环上(请见图8-432所示),轻轻地拉中心插钉上的导线,确保高频插头锁住中心插钉;向前推动K型金属环到插头内侧支撑金属环前末端,使用夹接工具夹接K型金属环(请见图8-433所示),确保K型环的前末端距离高频插头外壳最大1/64英寸,检查K型环夹接情况,确保夹接完成的K型环每个侧边没有裂痕,在K型环底部区域不能看到夹接痕迹。
3. KINGS K-LOC 同轴电缆插头/座的制作
1)插头介绍

图8-434 K-L0C插头
表8-60 同轴电缆剥线尺寸


图8-435 电缆外层绝缘和屏蔽层去除尺寸

图8-436 电缆芯线绝缘去除尺寸
在增压区域圆形或矩形连接器的维护工作中,将K型金属环套到同轴电缆上,根据表8-60同轴电缆绝缘去除尺寸要求,按照图8-435和图8-436所示进行电缆绝缘去除工作。
3)中心插钉的夹接
在表8-61中选择夹接工具完成中心插钉的夹接,确保中心插钉的夹接筒距离同轴电缆芯线绝缘层末端最大0.03英寸(请见图8-437所示)。

图8-437 中心插钉夹接位置
表8-61 同轴电缆插钉夹接工具

4) K型环的夹接
表8-62 同轴电缆金属环夹接工具

图8-438 屏蔽层在电缆上的位置

图8-439 K型环的夹接位置

图8-440 中心插钉的安装位置
在表8-62中选择K型金属环的夹接工具和模块,一只手捏住电缆外层绝缘末端,另一只手捏住中心导线绝缘,顺时针或逆时针旋转中心导线将电缆的屏蔽层扫出一个喇叭口, 电缆的屏蔽层处于交织状态,将中心插钉送入高频插头,将同轴电缆的屏蔽层平铺在高频插头壳体的内侧金属环上(请见图8-438所示),轻轻地拉中心插钉上的导线,确保高频插头锁住中心插钉;向前推动K型金属环到插头外壳内侧支撑金属环的前末端,使用夹接工具夹接K型金属环(请见图8-439所示),确保K型环的前末端距离高频插头外壳最大0.03英寸,检.查K型环夹接情况,确保夹接完成的K型环每个侧边没有裂痕,在K型环底部区域不能看到夹接痕迹;将中心插头主体拧入高频插头的壳体六角螺帽(请见图8-440所示),按照消耗材料的温度等级和抵抗液力油腐蚀能力等级进行选择热缩管,根据高频插头外侧直径选择热缩管的尺寸,高频插头外侧直径要在热缩管的收缩范围之内,截取1. 5英寸长的热缩管套在同轴电缆上,确保热缩管很容易在高频插头外侧上移动;将热缩管推至距离高频插头壳体六角螺帽后末端最大0.05英寸距离位置(请见图8-441所示),按照20- 10-14热缩管施工程序对热缩管进行施工。

图8-441 热缩管的安装位置
未完待续


 扫一扫
扫一扫 扫一扫
扫一扫