2021-04-02解读QC/T29106-2014的压接相关章节
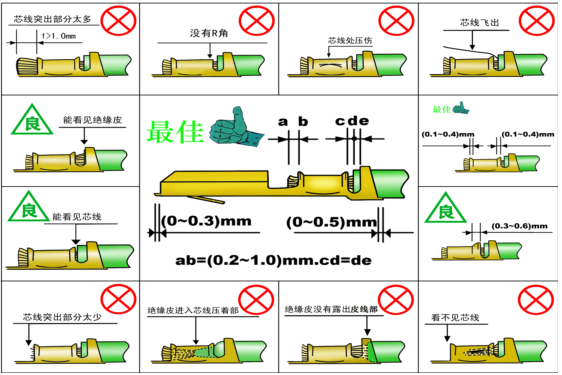
压接合格的三要素:压接外观、压接高宽度、拉拔力测试值,端子与电线的连接优先采用如图所示的压接方法。
85740
可以搜到:产品、技术、资料、新闻、检测、企业、视频
伴随着新能源汽车产业的快速发展,新能源线束获得发展机遇。高压线束不同于低压线束的区别在于,高压端子通过电流较大,容易产生发热现象,导致端子机械强度和线束绝缘性能下降,同时引起导体氧化进一步加剧发热等问题。
高压端子压接既需要考虑压接的可靠性,又需要考虑压接处具有较低的温升。本文主要介绍冷压接对端子温升影响。
高压端子常见压接类型
压接、电阻焊、高频焊。

普通压接的优点显而易见,但如何使普通压接扬长避短,尽量减少压接电阻显得尤为重要。减少电阻就意味着减少发热,能够降低产品温升,使产品寿命与质量更加优异。
端子发热的危害
端子发热后容易使其自身以及导线导体接触面氧化,生成氧化层薄膜,使接触电阻增大,增大的速度随温度的升高而成倍增长,进一步增加端子温升速度,严重时会引起火灾。同时会使接触结构的弹力元件退火,接触压力降低,进一步加剧接触电阻增加。另外发热会使连接端子的导线绝缘层老化发脆,引起绝缘性能下降,存在漏电过热引起火灾的风险。
如图2所示,高压线束有三大发热源。

导线导体:导体本身带有电阻,截面积越小,电阻越高,电阻会导致发热。
端子压接处:压缩比不够,会使导体松散,导致电阻较大,容易发热。压接过度容易引起截面积变小,载流量不够引起发热。
公母端子对插接触处:端子接触不良,或端子接触面氧化导致发热严重。



(1)参照 VW60330—2013标准

(2)参照 SAE/USCAR21—2014标准

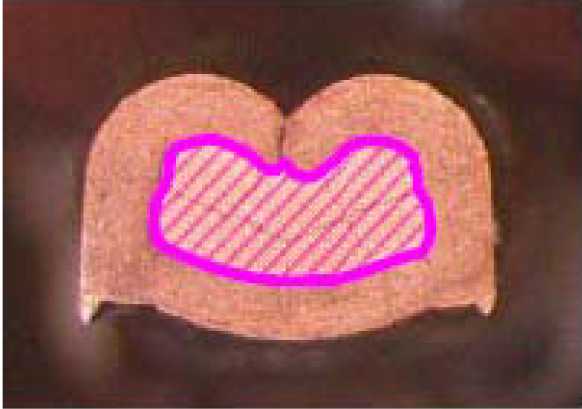
(3)导体压缩比和端子压缩率的区别




 扫一扫
扫一扫 扫一扫
扫一扫