2021-04-02解读QC/T29106-2014的压接相关章节
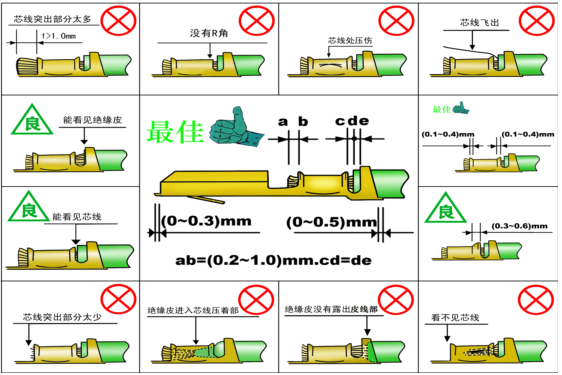
压接合格的三要素:压接外观、压接高宽度、拉拔力测试值,端子与电线的连接优先采用如图所示的压接方法。
84780
可以搜到:产品、技术、资料、新闻、检测、企业、视频
近年来,随着国家汽车工业的蓬勃发展和一系列环保政策的出台,用户对汽车的安全性、舒适性和经济性的要求不断提高,各汽车制造厂商对汽车零部件的环保要求和质量要求也越来越严格。超声波焊接作为一种新兴的特种加工技术,已经逐步应用到了汽车线束加工中。相比传统的焊接和压接技术,超声波焊接具有诸多优点: 焊接材料不熔融、不弱化导体性能; 焊接后导电性能好,电阻系数极低;焊接时间短、效率高; 焊接无火花、烟雾、残锡等。
众周所知,超声波焊接是超声波传递到需焊接的金属导体表面,然后施加一定的压力,使两个金属导体的表面相互摩擦,形成分子层之间的熔合。而接点位置的撕裂力大小便是衡量分子层之间熔合效果的参数,分子间熔合效果越好,撕裂力就越大; 反之,撕裂力就越小,汽车在颠簸行驶中焊接处的几根电线就越容易脱落分离,最终影响汽车的信号传输。
1 .撕裂力的标准及试验方法
1.1 撕裂力的标准
撕裂力是指将导体接点处撕裂开所需要的力。一般取实验过程中的最大力值,单位为N。目前国内汽车线束的生产及检验标准主要采用QC /T 29106—2014《汽车电线束技术条件》。标准中的4. 5. 3 条款明确规定,接点采用无焊料焊接方法时,接点的撕裂力应符合表1 的规定。
.png")
汽车线束作为汽车电路的网络主体,在焊接完成后,接点位置不会再做其它加固处理,直接装入波纹管中,需要经受住各种复杂环境特别是颠簸行驶的考验。因此,汽车线束焊接后撕裂力的大小对汽车电路的正常运行起着至关重要的作用。
1.2 撕裂力的试验方法
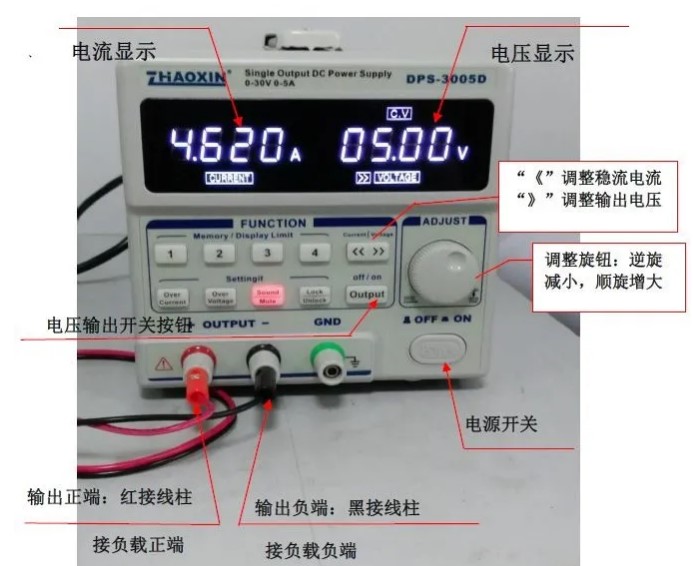
接点的撕裂力试验在拉力试验机上进行,量程应根据需要确定,示值误差不大于±1%,样件夹具应均匀运动,夹具移动速度为20~200 mm/min 的恒定值。本文所涉及到的试验统一采用100 mm/min的拉伸速度,该拉伸速度已被大多数的线束厂认可。
在测量汽车电线束的接点撕裂力时,一般取焊接接点宽度方向的、位于焊点表面、截面较小的电线上测量撕裂力。样件长度应保证固定到拉力试验机上的最小长度。本文所涉及到的试验统一采用200 mm样件长度。
如图1 所示,将样件固定在拉力试验机夹具上,沿电线轴线放线并施加拉力,记录接点拉出过程中的最大拉力示值F。
.jpg")
2.影响接点撕裂力因素及解决方法
汽车线束在超声波焊接后接点撕裂力的大小受多种因素影响,但起决定性作用的主要为焊接的工艺参数、导体的排列方式、导体表面附着物的处理等三个关键因素。
2.1 导体焊接的工艺参数
影响超声波焊接质量的主要工艺参数有振幅、宽度、焊接能量和气压。振幅过小,宽度过大,能量太少,气压不足,容易导致焊接不牢,撕裂力就达不到要求; 振幅过大,宽度过小,能量偏多,气压太高,则又容易造成导体熔化的“过焊”现象。因此,针对不同焊接面积的导体,需要通过大量试验,从小振幅、少能量、低气压开始,逐步加大参数,同步做撕裂力试验,找出焊接效果最佳的工艺参数。
表2 是根据长期大量试验数据的积累,总结出的适合不同截面的汽车线束焊接工艺参数,可供参考。
.png")
另外,超声波焊接时焊头会产生热量,因此在批量焊接过程中还应注意焊头的冷却,可采用压缩空气风冷的方式对焊头进行降温,防止因焊头温度过高而造成焊接质量不好。
2.2 焊接时导体的排列方式
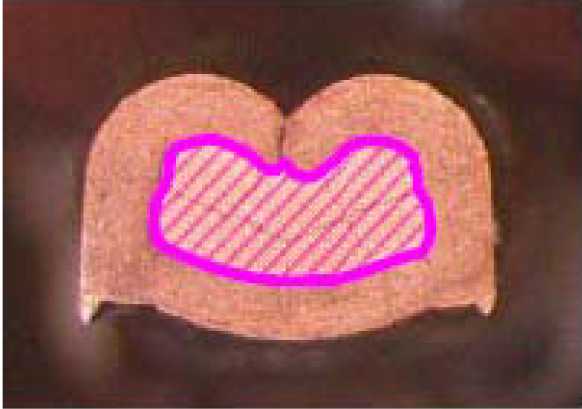
同样结构的导体,在焊接时排列方式不同,其焊接效果也有很大差异。在沃尔沃汽车线束制造过程中,三根0.35 mm2 的电线需要以1+2 的结构用超声波进行导体焊接,其排列方式见图2(中间为焊接区,两边是电线) 。
.png")
取型号、规格、颜色一样的电线分三组,在同样的焊接工艺参数情况下,分别按图2 所示的a、b、c三种排列方式进行超声波焊接,各测20 个撕裂力数据(同一侧两根电线之间的撕裂力) ,结果见表3。
.png")
由表3 可看出,a 排列方式焊接后的撕裂力普遍较小,甚至有部分小于标准( 12 N) 的要求; b 排列方式焊接后的撕裂力相对稳定,但操作不方便,焊接时需将一根电线插入到另外两根电线的中间; c 排列方式焊接后的撕裂力全部符合要求,且比较稳定。
这主要是因为超声波震动是由焊头产生的,其能量是从焊头传递到铁砧顶块的,故越靠近底部的焊头,能量就越大,越容易造成过焊情况; 另外,焊头附近容易堆积熔融物、灰尘等,也会影响导体焊接的效果。
因此,在超声波焊接时,采用c 排列方式,可以达到最佳的焊接效果。多根相同截面的电线在超声波焊接时,有撕裂力要求的两根电线应放在中上层位置; 不同截面的电线在进行超声波焊接时,应将截面大的电线依次放在最下层,截面小的电线依次垂直向上排列,从而防止过焊或焊接不足。
2.3 导体表面附着物的处理
由于超声波焊接是将超声波传到金属表面,在压力作用下,通过导体表面相互摩擦形成分子层之间的熔合。如果导体表面有油污、氧化、杂质等,焊接质量将受到很大影响。
(1) 单丝表面残留的润滑液。导体绞合前的单丝在生产时应尽量将拉丝液或退火液的浓度控制在工艺范围的下限,以减少单丝表面残留的润滑液。通常拉丝液的浓度控制在5.5%,退火液的浓度控制在0.5%,即可保证铜单丝不氧化,同时将铜单丝表面残留的润滑液减少至最低程度。
(2) 导体表面氧化。铜导体氧化后会在表面形成一层氧化铜,使导体表面发黄甚至发黑。这层氧化铜会阻碍铜分子之间的熔合,从而影响焊接后的撕裂力。通过对比试验发现,导体表面氧化程度越深,则焊接后的撕裂力越小,因此在电线的整个生产过程中都要做好防氧化处理。若待焊接的汽车电线采用的是紧压导体,最好在导体绞合紧压时使用0.1%~0.4%的苯丙三氮唑酒精溶液,将抗氧剂溶解在工业酒精中,用输液管滴入束绞的单丝或并丝中,以起润滑和冷却束绞线的作用,可防止紧压导体在铜绞线过拉拔模时因温度升高而引起的表面氧化,还可对拉丝过程中铜丝表面的残留物起到清洗作用,进而可以达到更好的焊接效果。
(3) 塑料析出物。待焊接的电线应遵循先进先出原则,尽量减少库存时间。避免因长时间存放导致塑料的析出物粘附在导体表面,影响焊接质量。
图3 是2TBD 0.35 电线超声波焊接后的撕裂力随电线存放时间的变化。从曲线的变化趋势可以看出,电线存放时间越长,导体表面粘附的塑料析出物就越多,焊接质量越差,撕裂力越小; 反之则撕裂力越大。因此,需超声波焊接的电线应在半年内使用,超过半年的电线再进行超声波焊接时撕裂力会大大降低,甚至出现不合格的情况。
3.结束语
目前,国内大多数线束厂家采用的压接、锡焊等传统连接方式存在诸多弊端,如导体压接卷曲后接触电阻较大,增加了助焊剂等辅助材料的使用,焊接过程还会产生烟雾及残锡等,而超声波导体焊接则有导电性能好、经济高效、环保安全等优越性。尽管汽车线束的超声波焊接对焊接工艺、焊接导体的排列方式及导体表面附着物的处理有更高的要求,但是随着人们的不断摸索实践,这些问题将逐步得到解决,超声波焊接在汽车线束行业中的应用也会越来越广泛。
 扫一扫
扫一扫 扫一扫
扫一扫