2021-03-25论线束控制计划的必要性
55401
可以搜到:产品、技术、资料、新闻、检测、企业、视频
通常所说的压力管理装置即CFM, 是英文 Crimping Force Monitor 的缩写,直译的意思是:压接力监视器。注意,不是测量仪器!它是一种使用样本对比的方法,进行区分检查的监视装置。


如上图中,一般从压着模具上刀片(钳口)接触端子开始,到压至“下死点”(压着完成),然后到模具刀片(钳口)回升抬起,压力也是一个发生相应变化的过程。




CFM是利用高感度压力传感器,加装在各种的压着机上,通过压着机铆压工作时变化,从而获取其压力波形。

将获取的工作模式下压力“检查”波形,与教示模式下压力“基准”波形进行比较,从而区分不良品。

所以工作模式下的压着条件,必须和教示模式下基准的压着条件一致,才能确保出现不良品的压着时,能被顺利检出。也就是说,加工条件的一致性和稳定性对用好CFM非常重要!
1. 安装模具的底板面上,有无垃圾、料带碎屑、油渍等。
2.模具是否松动、锁紧装置是否牢靠、定位块是否松动、位置是否有偏移等。

3. 压着机冲头(安装好模具后)是否有异常晃动。
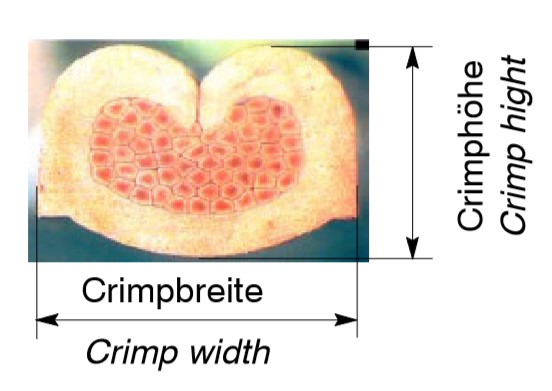
4.压接位置是否正常(喇叭口的有无、以及大小)。

5. 端子位置(端子有没有滚动现象)。
确认端子是否在压具刀口的中心(端子和电线的位置不正确,容易导致端子偏转,喇叭口消失,压脚过深等不良状况)。
6.电线位置(左右是否对称,是否在端子的中心)。

7. 料带切断是否存在异常。
8.刀口有没有咬端子的现象。
9.模具是否正常。

10.其他压着不良造成的压力不稳定。

11. 有没有电磁干扰信号(压接机必须可靠接地)。
压着机的机身漏电等会产生电子干扰,工厂的生产中常常受到电子干扰。
12.供压接机的电压是否稳定。
另外,有些压着内部的不良情况,虽然被压力管理装置检测出来了,但由于外观上看不见明显的不良,而将其作为误判定的情况也是很多的,如端子内部裂痕,芯线压偏等。
1. 重大不良无法检出
未剥皮压着、空端子压着(无电线)、端子双重压着等,重大不良无法检出时,可能是压力波形未正确读取。可能的原因请参考下列:
原因1 :空端子压着,压力过小未达到触发等级
所以识别不出压力波形,请调整触发等级到合适的数值。
不过,触发等级过低的话,稍微一点振动就会被误识别。
原因2 : 自动触发状态的波形读取时机不正确,无法看见波形。
自动触发状态的波形读取时机不正确,可能是将铆压成型前发生的机械干扰,误识别为压力波形。请提高触发等级到合适的数值。

原因3 : 各判定区域位置不正确,无法正确判定。
判定区域的区分线的位置不正确的情况下,无法正确判定,请进行修正。详细修正方法,请根据使用CFM的具体型号及实际情况,这里不做详细讲述。
原因4 : 传感器未正确安装,传感器灵敏度低下。
确认传感器是否正确安装。如,底座式传感器安装是否准确加预压;贴壁式传感器固定螺栓是否紧固。
确认了上述原因仍然无法检出重大不良的情况下,请检查公差值是否设置太大,请调整合适公差后,并再一次进行教示取样测试。
2.细微不良无法检出
断1-2根芯线、轻微深打等不良的检出,虽然将公差减小可以检出诸多不良,但同时误判也会增多。
制作出想检出的不良品样品,根据实际情况调整公差,使其可以被检出,测试是否可以接受此公差引起的误判。
受端子芯线的组合、压着机与模具的状态等影响,各种原因互相关联,可能的原因有如下几点:
原因1 : 电子干扰,压力波形异常。
电子干扰较大时,压力波形上会出现锯齿状,压力波形前后也会出现锯齿。为了避免出现问题,操作现场请时刻注意安全接地。
原因2 : 压着机刚度降低,或者基座不稳定。
贴壁式PSS传感器是检出压着机形变的传感器,压着机自身不稳定的情况下,请使用底座式FTW系列传感器。
原因3 :模具调整不足或刀模磨损,压力波形每次不相同。
根据模具的状态、刀模的磨损以及端子和电线的传送位置不同,压力波形也每次不相同,引起误判。请详细检查并改善。
原因4 : 波形对准设定错误。
使用自动触发的状态下,对准处于OFF状态,位置发生错误时,实际的压力波形和基准波形的位置对不上,发生错误。波形对准的位置通常是右侧40%,伺服驱动压着机的情况下,设定在左侧70%可能比较合适。
原因5 : 压力波形识别错误。

自动触发模式下,设定合适的触发等级;外部触发模式下,设置合适的延期时间和计量时间。
1. 只要加装了压力管理装置,就能确保压接的品质。
通过压力管理装置,帮助分析产生不良的原因,若对产生不良的原因不作改进,工艺不作优化,品质依然如故,不会提高。
2.压力管理装置报警频繁,产能下降。
加装了压力管理装置后,经常报警、停机,导致生产效率下降。特别是计件制的企业,不论是生产部门管理者,还是操作员对被监视,而又造成生产效率下降的检测仪器,一般都会产生抵触情绪。
压力管理装置是被动测量装置,报警频繁就很可能在加工条件,或者加工设备存某方面异常不稳定因素。若不下功夫去解决产生不稳定的根源,那压力管理装置还是报警。
就好比,有疫情报警,不去分析检查、治疗解决,却掩盖病情、讳疾忌医,长此以往,恐痼疾难医!
品管与生产永远是一对矛盾体,加强品质管理必然会影响当前的利益,但是从长远利益,和可持续发展方向,需要企业的管理层具有高瞻远瞩的理念和气魄。
首先,电线颜色错误、及绝缘皮的损伤、变形,防水栓不良等等与压着力无关的不良项目,CFM是检不出的,只好做人眼目视检查,或CCD视觉系统检查。
其次,也是最重要的,善用压力管理装置,管理好公差的作业指导。需要按实际情况(压着状态的稳定程度)来分类制定管理,以便能更好的配合生产。按照每个适用性等级设置公差,并分配(“严”、“松”)等级公差程序。对适用性不强的组合设定较宽松的公差,但必须确保可以检出“无端子”、“无剥皮”等的重大不良。
接着,不断改善提升加工条件,极力排除不稳定因素,从而把适用性不强的类目缩小,逐渐扩大全厂产品“严公差”的覆盖面,从而更充分的发挥压力管理装置为品质做保障的能力。
 扫一扫
扫一扫 扫一扫
扫一扫