2021-04-02解读QC/T29106-2014的压接相关章节
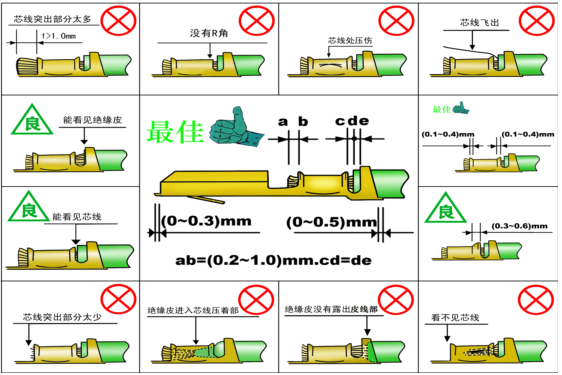
压接合格的三要素:压接外观、压接高宽度、拉拔力测试值,端子与电线的连接优先采用如图所示的压接方法。
85740
可以搜到:产品、技术、资料、新闻、检测、企业、视频
一、打卡出头铜丝刺破热缩管
汽车线束中的打卡也叫并线、单配,指的是两条以上的电线打卡剥头端使用U形端子连接起来的工艺。压接打卡是一种突出装配记号的电路表现形式,非常便于安装、配线、检测与维修,是线束制造中的仅次于端子压接的重要关键,但是在以往的案例中由打卡铜丝出头长刺破热缩管导致短路烧车的案例越来越多。

那么为什么这种不良会屡禁不止呢?因为规定芯线出头是为了增大拉拔力。如果芯线不出头可以吗?传统的U型端子长度只有5~6mm,如果芯线在U型端子里不出头的话,芯线被压接的长度大概在3~4mm,不仅降低拉拔力,还会大大降低电性能,显然是不可取的。所以线束厂一般规定出剥皮长度7~10mm,由于是人工作业,放线位置会有波动,芯线出头大的会有3~4mm,出头膨胀变毛,穿热缩管时再撞着铜丝形成倒钩,烘烤热缩管就会刺破或接近刺破热缩管有短路烧车风险,我们目测到刺破热缩管的会用PVC胶带缠上几圈,可是有的热缩管刺破不明显,目测不到就上板排线装配了,经过在车上的颠簸就导致了上图的烧车案例。

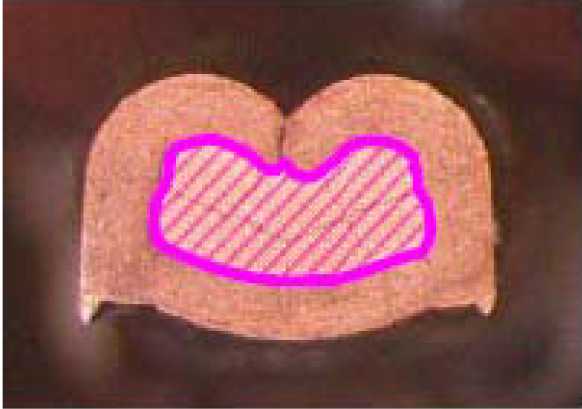
我们在一直在反思,寻求一种既不降低拉拔力、电性能,又不刺破热缩管(无短路烧车风险)的方案。经过反复推敲,终于找到了。将U型端子加长到10mm长,下线剥皮长度10mm,模具钳口加厚,禁止芯线出头(热缩管不被刺破)测试拉拔力大于行业标准规定的最小线径拉力标准,剖面分析符合要求,电性能方面由于压接区域大于传统的U型端子,电压降达标。

最后我们使用透明加厚双臂热缩管在正规的热缩管烘烤机上存在,规避了所有的风险,效果十分完美。由于导线剥皮长度 不大于U型端子长度,经过反复验证,让你想出头刺破热缩管都难,文章开头讲到的风险已被抛到九霄云外。如今加长U型端子已大批量运用到生产,跟踪无案例发生,让芯线出头刺破热缩管变成历史,我们认为此举是一个大胆的改善。小伙伴们,不知你对这个改善是否感兴趣?

二、接线端子压接模块
针对普通U型端子芯线出头过长导致热缩管刺破这一难关,有的线束厂采用的工艺是:先用PVC胶带在接点上缠绕三圈,再套热缩管烘烤。如此看似规避了风险,生产效率却降低了50%,我们把这一问题反馈鹤壁海昌智能科技有限公司,经过数次验证、沟通,他们成功发明了一种接线端子压接智能送线模块。
当进行多头线束压接时,操作员手指离压接区较近,有压着手指的风险。YJJFJ-125 U型端子送线模块能够在压接区外夹持电线,并送进到压接位进行压接,压接后可将成品退出压接区,提高了压接时的安全性。同时,通过卡槽、夹爪定位,能够使多头电线的压接位置保持一致、稳定,压接质量100%合格,效率较前期PVC胶带缠绕相比提升85%。

此模块既安全,又可靠,操作流程是将已剥皮需要打卡的线按照打卡图要求线头端顶住模块挡板放入模块内,线头平齐,踩动脚踏开关,模块送线装置自动将先端锁紧送入模具钳口中心,模具滑块下压动作自动完成。

随之模块送线装置会将已打卡的电线自动再送至安全区,完成一个接点的完整压接。

质检员检验芯线出头≤0.5,不会出现刺破热缩管的弊端。经现场秒表验证,较PVC胶带在接点上缠绕方式,效率提升85%,较常规模式打卡,品质提升100%。YJJFJ-125 U型接线端子压接智能送线模块的运用,是一次迈向工业5.0时代的启程,我们能更好地实现制造过程的自动化,通过网络获得来自于现场的实时数据。
综上所述:截止当前,至少两种以上方式可规避热缩管刺破短路烧车的风险。改善无处不在,通过努力,我们用最低的成本,最短的时间,做出最大的产值及最好的质量,但这项工作涉及到改变现场人员的老习惯、老作风,搞起来容易,坚持下去很难,需要全员参与、常抓不懈、持之以恒地进行。还要充分挖潜、调动员工的创新改善积极性,公司、个人双收益。
附:改善提案表模板

 扫一扫
扫一扫 扫一扫
扫一扫