2021-04-02解读QC/T29106-2014的压接相关章节
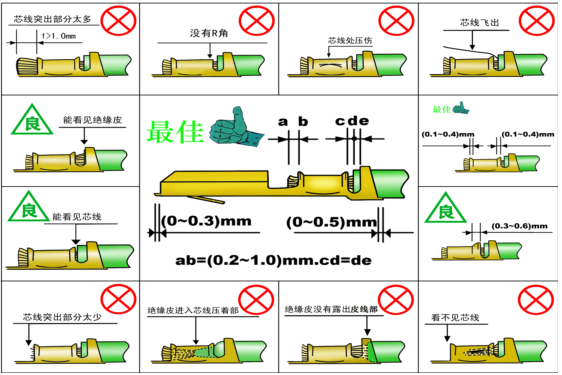
压接合格的三要素:压接外观、压接高宽度、拉拔力测试值,端子与电线的连接优先采用如图所示的压接方法。
85740
可以搜到:产品、技术、资料、新闻、检测、企业、视频
目录
端子结构介绍
端子组装图示
端子铆压原理(调试方法)
刀模拆卸方法
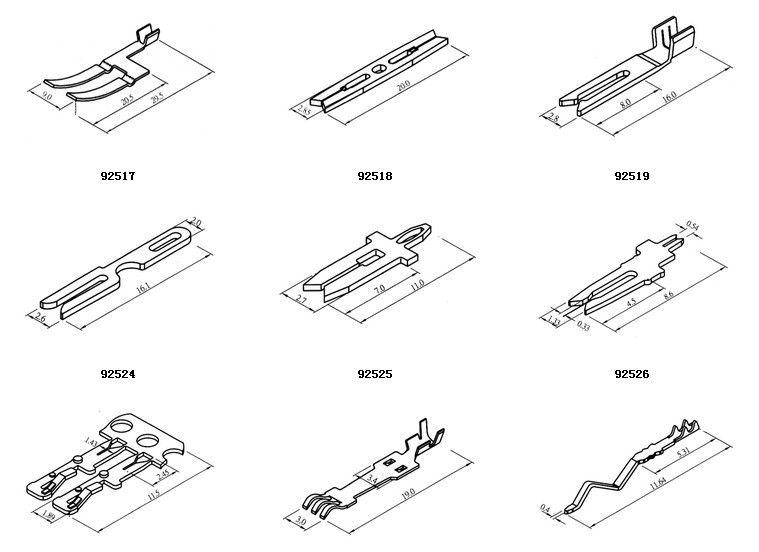
端子结构介绍
以上列举了四款不同料号的端子,比较每个端子都是由功能区、芯线夹层、绝缘皮料带组成。

端子组装时,刀模只负责将夹片铆合线材,功能区保持原有形状不变。
端子铆压原理
一、刀模结构

二、各部分结构功能介绍
上切刀负责将下切刀顶下去。
2.下模由下切刀/下芯/下皮组成。
下芯/下皮负责配合将端子夹片铆合拢。
下切刀与下皮配合将端子料带剪断。
3.退料片负责将卡在上刀片内的端子挡下来。
4.送料底板负责端子进料时保证端子平行进入。
5.送料机构负责铆完一个端子后向刀模再送进一个端子,自动进料。
三、工作原理
1.装端子时先将端子送至下刀片正上方,将剥好皮的线材比好打包,高低放入端子夹片内,踩下端子机脚踏板。
2.刀模上模冲头向下铆压,将端子夹片铆合拢包住线材铜丝和绝缘皮,同时切断端子料带。
3.上模冲头回上去,退料片将已铆好的端子从上刀片R内挡下来,上冲头带动送料爪送一个端子到下刀片上方。
4.刀模停止动作做好第二轮铆压动作准备。
四、调试安装
1、刀片认识
下芯与下皮刀片外形一致,无明显区别,只有单依靠识别刀片上标示的数字来区分。
规格识别:3.0X1.4
3.0代表刀片厚度3.0mm
数字1.4代表刀片R角宽度
2、刀模调试(在机台上调试较为简便)
① 装下刀模刀片
关闭端子机电源开关,拆卸上下刀模刀片,将要更换的下芯/下皮刀片和下切刀装上,锁紧锁下切刀螺丝。接着,用扳手按下切刀芯检查下切刀是否可以灵活弹动。
② 调整送料盖板及底板位置
升起料带压板把手,扭松锁盖板螺丝,将端子按下图指示方式(盖板边缘卡住端子芯线夹片和绝缘皮夹片之间),装入端子,调整好盖板位置锁紧盖板螺丝。
盖板调整标准:升起料带压板,端子在盖板内左右能灵活的推动,但不能前后摆动,放下料带压板端子料带应拉不动。
松开锁底板的螺丝,根据端子调节送料底板位置,端子绝缘皮夹片贴紧下切刀且料带成一条直线。

③ 调整送料爪位置
升起料带压板把手,手工送端子将端子对准下刀片中心。放下压料板,调整送料爪尖前后位置与端子料带孔同在同一直线上,接着调节送料爪调节钮将送料爪调到料带孔内。
送料爪位置调节方法:
扭松送料调节锁紧螺丝,扭转送料调节旋钮
按红色箭头钮:送料爪往左移
按绿色箭头钮:送料爪往右移
注意:送料爪尖送料到位时,不可超出送料底板右端尽头、导致爪尖悬空,这样会导致送料不稳定。
另外:送料调节锁紧螺丝内有三个螺纹孔,如装某一个螺丝孔位置不够,导致送料爪调不到合适的位置,可更换螺丝孔位以达到调整到合适位置的目的。
为保证端子机送料时每次只送一个端子,需将端子料带盖板盖住多余的料带孔,送料爪左侧只保留一个料带孔的位置,阻止送料爪与其他的料带孔接触。
端子料带盖板调节方法:松开两个锁紧螺丝,左右直接推动料带盖板。
④ 开机试铆检查送料
打开电源开关,踩下脚踏板查看送料状况,若偏移则及时适当的调整送料爪位置,调整方式同上。
⑤ 安装上刀片
关闭端子机电源开关,将上芯/上皮/上切刀依次装上,调整好上切刀位置锁紧锁上刀片螺丝,(上切刀最低点对齐上皮刀片R处)。

⑥ 手摇转主轴检查刀模配合度
用手指伸到控制电箱后面圆孔内手动按红色箭头方向,压下离合器伸出的长螺杆。
用活动扳手卡住机台背面主轴,按红色箭头方向手动摇转主轴,同时边检查刀模铆压状况。
检查以下项目:
1.上皮刀片侧面贴紧下切刀侧面,上皮又不能压到下切刀上。
2.上芯刀片不能压到厚薄规上。
(如有以上两项不良,则松开刀模底锁厚薄规的螺丝,将厚薄规作前后调整。)
3.上刀片不能压到退料片上。但退料片又要贴紧上芯刀片。
(如上刀片压到退料片,则松开锁退料片螺丝,将退料片位置往里面调整。)
4.摇转主轴能够很轻松的完成一圈动作无任何其他卡机阻力,摇到听到机台内发出清脆的一声“咔嚓”声表示已到位。
(如果没有以上1/2/3项不良仍不能很轻松的摇转一圈,则将端子机总高度调节钮调高几圈再试,直到可以摇转一圈为止。)

总高度调节方法:
先用活动扳手扭松高度调节螺丝逼紧螺母,将3mm内六角扳手伸入总高度调节螺丝周围的小孔内:
向红色箭头方向扭:总高度调低
向绿色箭头方向扭:总高度调高

⑦ 调高度
打开电源开关,将剥好皮的线材伸入到刀模内端子上,根据压着标准比好压着位置,踩下脚踏板铆压端子,用卡尺量测铆出来的端子高度,用量测的高度比对《端子压着规范》高宽度表的差异来调整高度。

高度不在范围内则调整高度:
调高度时先调整总高度调节钮将高度h1调到符合压着规范标准。
然后关闭电源开关,将左手食指伸入刀模往上顶住上刀片,右手将h2调节钮向外拔出旋转到相应高度的刻度,将上刀片向上顶紧,锁紧上刀片螺丝。

左手将刀模扳手向上扳起,然后向左端拔出,将刀模往左端移出即可直接取下。
 扫一扫
扫一扫 扫一扫
扫一扫