2021-04-02解读QC/T29106-2014的压接相关章节
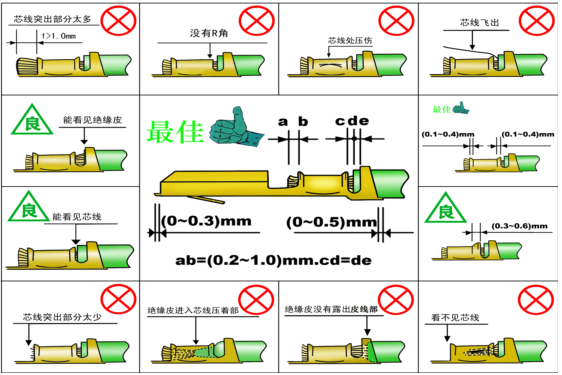
压接合格的三要素:压接外观、压接高宽度、拉拔力测试值,端子与电线的连接优先采用如图所示的压接方法。
80370
可以搜到:产品、技术、资料、新闻、检测、企业、视频
摘要
1. 通过实际的案例分析,让大家了解压接标准上的压缩比参数对于产品的温升电气性能的重要影响;
关键词:案例分析,压缩比,温升;
众所周知,压接对于线束产品的机械,电气和物理性能有很多直接或者间接性的影响。压接的一个核心标准就是压缩比。只是这个参数不是一个可以直接得到的参数,不像压高和压宽可以通过卡尺之类的测量工具直接测量出。不管是压高压宽等参数,其实核心也同样是为了管控压缩比。而截面上的空隙管控,也同样是为了微观精准管控压缩比。关于压缩比与其他参数的关系,在相关文章中已经有比较详细的阐述,所以此处不再赘言。此文主要是以一个案例来实际展示压缩比对于大平方电缆压接的温升影响;
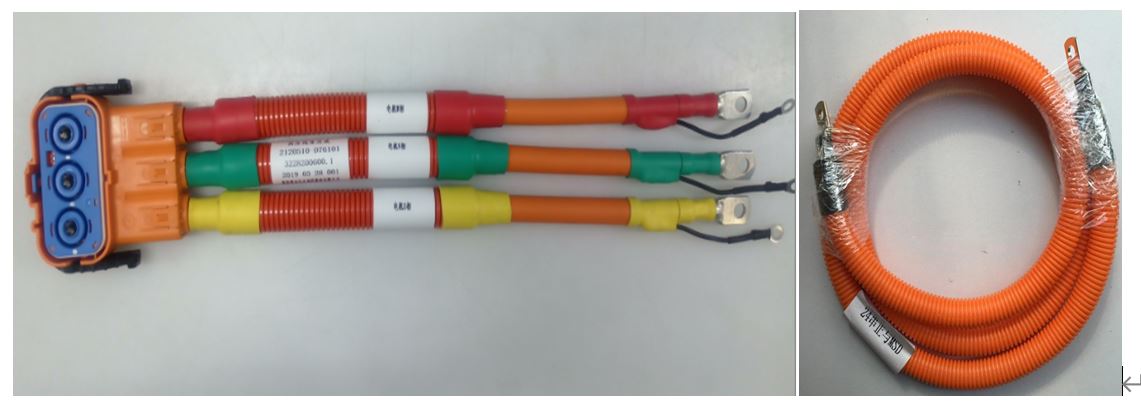
A 线束厂制作了一批充电座高压线束,充电座对应的端子为 70 平方(承载电流 250A)的。其物料基本参数和基本信息如下:
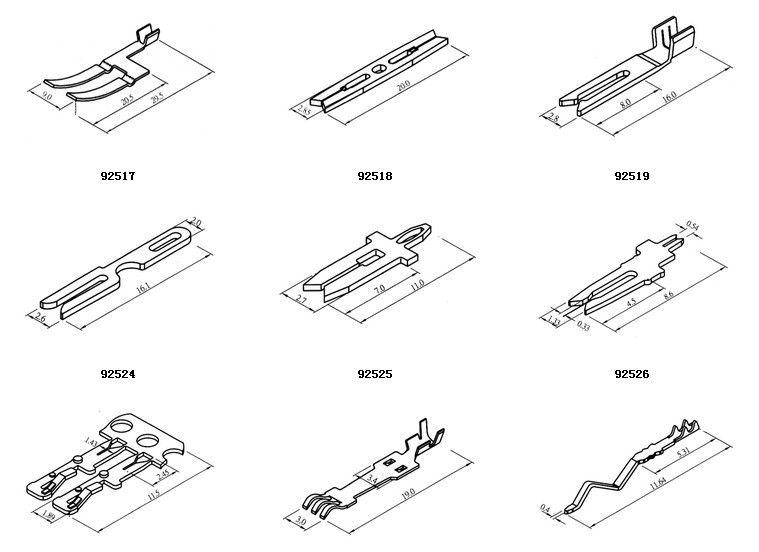
1. 端子:OD*ID:16.5*12.5mm(理论截面积为 91.11mm^2),如图 1:

2. 线缆:70 平方(0.2*2257)(理论截面积为 70.91mm^2);
根据上述参数,并使用几何关系可以分别求出端子压接处和线缆的理论截面积分别为 91.11mm^2和70.91mm^2,因此得出的初步结论是:不管是端子还是线缆,根据载流系数关系确认,两者相互匹配且都是能满足 250A 大电流的;这就首先已经排除了物料规格与需求之间的不匹配的原因。而且该产品为充电座线束,因此使用大电流既是工作常态也是其必备的核心性能指标,后续的温升测试一定会成为一个关键性的重要检测项目;
3. 该厂使用的是单粒的六边型压接模,非免换模的正六边形。为了确保其端子保持力足够,因此还在上下模上各设计了一个梯形凸台。因此最初的模具尺寸如图 2 所示:

完成后的压接效果和外观如图 3 所示:

其不良的内容如下:
1. 压接面不光滑,表面褶皱;
2. 电镀层破坏,隐约可见泛红的端子材质本身色彩(见压接处边与非压接处的过渡区域);
3. 上下合模有错位,导致几个压接边连接处有明显段差;
4. 刀模倒角太小或者未打磨处理,压接处边界过渡特征几乎没有,导致端子外层破损;
5. 以上不良均为次要内容,而最主要的是电气性能方面的不良:而且由于条件原因,产品也未做相关检测确认而直接发货至客户。但是客户将此批产品进行 3H的温升测试,发现其中的温升变化如图 4和图 5曲线所示:
DC 线路的温度在 90~110℃,温升在 90-25=65K,110-25=85K;所以温升 65~85K,超过了 55K 的标准, 也超过了客户的要求。

众所周知:
1. 实验室测试的环境是开放式的,其散热条件也远远优于实际的车内使用的封闭环境;
2. 实验室测试时产品周边也没有其他的发热元件的影响等因素。而现实中却是多根大电流发热线一起组装在一个相对比较封闭的环境下。
如果常温为 25℃状态下,再将这些因素均考虑入内,产品的发热量还会增加,温升也会增加30%~40%。届时该产品的温升会达到 115~135℃,而这个温度也接近甚至超过了产品上很多物料的耐温极限。而这样高压大电流的产品使用在车辆上,因此对车辆上的乘客与司机等人生安全有着非常大的安全隐患。最近几年,随着新能源车辆的投放数量增加,市场上经常会报道发生的车辆自然之类的新闻,已经引起了大家的关注。因此这样的不良是最高等级的安全等级风险,必须进行整改:
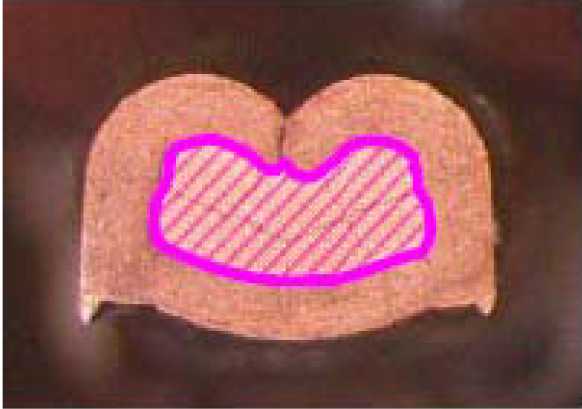
将端子从压接处剖开发现:截面上有很多的空隙,如附图 6:

同时再根据前面的模具参数参数与压缩比公式,我们可计算出压缩比达到 94.38%,远远高于 80%的标准。这也是压接截面处的铜丝之间有很多空隙的根本原因。所以就必须调整压接高度和压缩比;
虽然不良原因已经发现了,但是仍然有个疑惑:刀片设计是该司技术人员定义的,因此,压接尺寸过大的的原因何在,是对压接标准与压缩比的不清楚,还是设计计算失误,还是实际的模具制作有问题?与该司技术人员进行再深入了解发现:
1. 本人是知道压接有此规格标准要求;
2. 而且也知道此标准的数据为 80%左右。但是却又和现实中的实际压缩比为高达94%相差甚远。再追问和了解才发现其中的根本原因:
2.1 他们对压缩比的公式没有真正完全理解:他认为所有的计算都是围绕着铜丝导体来计算的,因此核算和确定压缩比时,还把压接后的端子进行解剖,而只去测量和确认内部压接后的导体参数;(幸好端子与铜丝均为同系列的材质,因此两者的变形量差别不大,否则,同样也会将其带入歧途。具体的原因分析还是可以参照该文《端子压缩比标准研究与讨论》)
2.2 最关键的点:使用了 DG某厂的简易式压缩比计算公式,如图7。

由于该技术员对此计算缘由和方法不甚了解,所以也无法了解到这个公式如何推算出来,其使用条件和范围如何等等,也就无法直接进行判定此算法的正确性与准确性,而只能将这个公式与常规的几何算法进行对比验证,毕竟常规的几何关系算法是经过千百年来所验证和大家认可的定理。采用了一个最简单的正六边形压接的模拟数据来进行对比,其结果如表1
所示:

由上表知:
1.当常规方法为 80%时,简易法的结果却仅有 74.12%,而且按照此方法的标准是不良的;
2.当常规方法为 94%时,简易法的结果却仅有 80.35%,而且按照此方法的标准是下限,刚好达到了允收范围;
3.当常规方法为 120%时,简易法的结果却仅有 90.78%,而且按照此方法的标准是上限,也达到了允收范围;
根据以上可以得出以下结论:
1.如此大的偏差:随着压缩比变大,误差从 6%增大至 30%;
2.而且常规法计算合适的,简易法却不认可;而常规法计算不合适的,简易法却判定合格;按照简易法的标准是在 80%~90%,但是按照常规法计算出来的压缩比则是 94%~120%,这是远远超出了接受范围;
根据以上两个根本性的原因,可以得出以下结论:简易法不管是在准确性还是在正确性上都不适合,因此还是必须回到传统的常规法来进行模拟演算:来重新调整CH 以此来降低压缩比。
改善后的方案和刀片尺寸如图 8 所示:
1.降低压高从以前的 13.86mm降低为当前的 12.40mm;
2.而相邻两对比的压接高度调整为 13.30mm(其内的上下凸台特征与尺寸仍然未变化);
3. 改善后的刀片尺寸图如下所示:此时的截面积就从以前的 152mm^2降低为 132mm^2,压缩比也从以前的 94.38%降低为 81.51%(考虑到实际压接出的效果四周带圆角,因此,最终的实际压缩比会在 80%, 非常接近理论的中心标准)。

改善前后的信息数据收集以及对比如表2 所示:

备注:表中的六边形面积,最简单的办法是可以用 CAD 直接测量得出,也可以根据定义出的尺寸与几何关系计算而来;
4.对改善后产品进行实际温升测试,其效果立马见效:
1.温升从前面的 100℃降低至目前的 60℃左右,温升只有 35K~40K,远远低于 55K的标准。如下图所示:

2.进行剖面检查,此时的压接处的截面中的各铜丝也是呈现蜂窝型的紧密排布,没有空隙。如下图所示;

通过整个案例分析可以总结得出:
2. 失效的根本原因是对压缩比的认识和掌握不熟悉,不扎实,导致最终的使用时出现错误;
人生对于知识的了解要经历以下三个阶段:
2. “知其所以然”:知道为什么会有这样的结果和要求;
3. “知其何以为然”:知道怎样才才能达到或出现这样的结果;
经历了以上三个认识层面的境界,那么知识才能串联在一起,成为一个整体系统,才能知道其中的来由去往,才能知道它的未来走向,也就更能知道怎样去驾驭和控制,而达到为你所用的地步;
[1]《电动汽车用高压大电流线束和连接器技术要求 》征求意见稿 20170505
[2]《端子压缩比标准研究与讨论》陈奇,-2020:
[3]《利器,助你事半功倍(设计篇)-(2)-六边压接模具设计》陈奇,-2020:
 扫一扫
扫一扫 扫一扫
扫一扫