2021-04-02解读QC/T29106-2014的压接相关章节
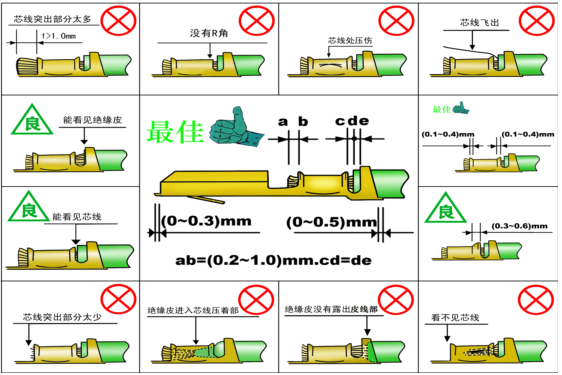
压接合格的三要素:压接外观、压接高宽度、拉拔力测试值,端子与电线的连接优先采用如图所示的压接方法。
85760
可以搜到:产品、技术、资料、新闻、检测、企业、视频
摘要:
1. 对六边形压接刀模进行设计和参数定义;
2. 使用EXCEL 快速进行演算和确定参数是否合理;
关键词:六多边形压接刀模设计,EXCEL;
一 背景&前提
前面有文对正六边形压接的压接参数做了详细定义,其一般使用在以下情况:
1. 一体式免换模的正六边压接机,如图 1;

2. 大吨位的端子机再单独配上的免换模具而形成的组合式免换模正六边压接机;如图 2;

免换模有以下好处:
A. 一个模具就可以适合多种不同规格的范围内的端子压接;比如 10~120 平方的模具,那么在这个范围内的端子都可以压接;
B. 同时也可以针对规格内的任意款端子,进行轻微调整,以满足压接需求(截面积,压缩比等),比如这这对于同规格而不同款式的端子,尤其有帮助。比如两款均为压接 70 平方的端子,可能其端子的参数或者截面不同,就需要压接出不同的效果来,因此只需要在标准参数基础上进行微调就能满足需求;
也因为如此,模具设计为纯直边,不需要带任何额外凸点式结构。其效果如下图所示;

但“成也萧何,败也萧何”:如图 2 所示,模具结构为 360 度全封闭式,压接头只能通过压接孔的位置伸入其中进行压接。因此也随之产生了以下缺点:因为刀片活动行程很小,因此压接孔最大尺寸不大,对于某些连接器(如图 4 的弯头或者连接器/端子尺寸偏大),就不方便操作,甚至接头都无法伸入刀模中操作;

在这样的情况下,目前市面上出现了两种解决方案:
1. 开合式免换模:可以从侧面开口,避开接头尺寸的限制,只要入口尺寸大于压接部位,就能放入其中进行压接;或者上下合模结构,开出足够大的空间,让接头能穿过;

2. 单粒式压接模:根据每种不同型号的端子,单独开对应的压接模;如图 6 所示:

几种模具的各自优劣:

由上可知,免换模具的刀片为活动式的,其压接出来后的尺寸也可以任意调整,因此不存在刀模设计的难题。反之单例模的尺寸固定,因此必须确定和定义好刀片尺寸才能防止刀模作废;
虽然单粒模和免换模外形非常类似,都是六边形,但是其压接原理完全不同:免换模的压接刀片实际上是六块,每一块都代表着压接截面的一个边。其步进都是来自于端子的同一冲头,因此其对应的步进时间和进给距离保持一致。因此在压接的过程中六个边都是沿着中心同步径向收缩时,几个边同时受压并形成正六边形,压缩过程中时正六边形是呈等比缩放的。如图 7:

单粒模:分为上下模。因此上下合模压接过程如下图 8 所示:

1.端子放置在下模压接槽中,上模下落开始合模;
2.当上模接触到端子外径时,端子开始变形;
3.上模继续下落,端子由圆变扁,并且开始向四周缝隙进行渗透填充,当端子与模具之间再无间隙可渗透时,铜丝与端子开始收缩变形,并挤压相互之间的间隙,直至模具完全合并;
因此,单粒模不能设计为正六边形的原因在于其压接原理过程的差别:
在上部NO.2 步骤时,端子会向四周渗透,首当其冲的就是朝向阻力最小的地方扩散,此时的上下合模线就是扩散的最佳之处。因此,如果此处的间隙越小,此时距离完全合模时的导体释放面积就越大,因而就会在此处更容易产生飞边。当然如果减少压缩比,飞边也会降低,但是压接效果就会大幅度降低;因此要减少飞边,一般是依照正六边形参数作为对照:压接高度降低,而增加压接宽度的结构设计;这就是单粒模截面不能作为再设计成为一个正六边形的原因。这和螺旋压接的正六边模是完全不一样:免换模具刀片是同步挤压,挤压过程中的端子形变只会朝向六个角和前后两个面,根本就没有合模线空间的产生,也就不会有飞边产生的条件。
单粒模由于其本身尺寸固定的原因,显示中的某些条件不能完全考虑其中,为了防止轻微的压缩比不足或者增加端子保持力(特别是某些端子和线缆不匹配的情况下),因此模具上会增加凸台结构。常见的凸台一般时半圆或者梯形结构。

了解以上的信息后,就知道如何设计单粒六边压接模具了:
二 设计流程
2.1 端子和线缆的信息收集:
2.1.1 根据端子图纸或者实物,确定端子(内径 Di/外径 Do 与壁厚 Tc),并计算出端子实际截面积 S(ter);

如表 2:端子 OD=16.5,ID=12.5,因此端子的截面积为 91.06;
备注:在某些实际测量场合下,端子可能会发生变形从而导致 OD 或者 ID 数据不准确,因此必须采用同点法抽取数据:即在任意一点外观良好的情况下测量其尺寸 OD 或者 ID 时,必须同时在该点去测试壁厚 Tc 或对应的 ID/OD;防止不同之处抽测的 OD 与 ID,两者相差甚远而导致最终计算的端子截面积数据有误;
2.1.2 根据线缆的图纸或相关资料,确定线缆中的单根铜丝外径 dc1 和数量 n1,并计算出线缆的实际截面积 Swc1;

如表 3:铜丝 OD=0.2,数量 2257 根,因此线缆的实际导体截面积为 70.87,是满足 70 平方线缆的规格;备注:在某些情况下,一颗端子可能会压几根不同规格的线缆,因此,在计算时,是需要把所有要压接
在其中的线缆的实际截面积按照上述方式全部计算出来,再求和;
2.1.3 完成后,将端子和线缆导体的总数据相加,即到未压接前的导体截面积 S(c+t):
S(c+t)=S(ter)+Swc1=91.06+70.87=161.93;
2.2 演算和模拟:
2.2.1 建模思路;
根据平行四边形的理论,只要 BC 与 AD 的长度及垂直距离 BB’不变,那么□ABCD 的面积就保持不变。所以为了方便计算,可以将其定义为直角梯形或者等腰梯形(更贴合实际情况);
2.2.1.1 初步定义六边形连续三个边(L(AB),L(BC),L(CD),L(AD))的长度以及三边的跨度(即使压接宽度),且 BC∥AD,如图 9 所示;

2.2.1.2绘制辅助线AA1⊥DO1,BB’⊥AD,CC’⊥AD 和 CA’∥AB;
2.2.1.3 所以在△CDA’中,L(CA’)=a,L(CD)=b,L(DA’)=c,根据余弦定理,就可以求出角度∠CDA;
2.2.1.4 再根据勾股定理,可求出 L(CC’);
2.2.1.5 根据前面的相互的逻辑关系,可求出每段尺寸的距离以及梯形□ABCD 的面积,以及整个六边形的面积 S(总);
2.2.1.6 考虑压接凸点的形状,尺寸与数量:并求出凸点的总面积S(凸):

2.2.1.7 确定最终的压接刀模的实际截面积S(总)'=S(总)-S(凸);
2.2.1.8 根据压缩比的η(总压)'=S(总)'/S(c+t),确定压缩率η(总压)';
以上所有信息汇总如表 5 所示:


备注:按照表 5 所示,压接总高 H1 和侧边压高 L(AA1)就是分别对应图 10 中的 CH1 与 CH2(=CH3);并且CH2 必须理论相等 CH3,否则刀片的上下底边不平行,上下边的受力就不是处于均衡状态,在压接时的压力变形就会和前面的理论过程不同,而且压接出来的外观也会难看。
2.2.1.9 但是压缩率(比)必须要保持在 80%。表 5 中η(总压)'=69.22%远离于理想标准 80%,因此调整 2.2.1.1 中的四个参数(L1,L2,L3 和 W1)即可。当然以上的参数中,如果没有凸点且 a=b=c,且L(AD)=2a,此时就变成了标准的正六边形了。调整之后的数据如表 6:

此时,我们也可以同时知道了压接高度:CW 和宽度 CH 的标准:CW=W1=14.2, CH=12.29mm;当然为了简单方便,也可以将其进行偏差取整 12.3 也是可以的;
现实中,有些生产厂家或者现场人员为了测试方便,不是直接确认 2.2.1.1 中的几个参数,而是直接测试三条对边的压接高度。因此,压接高度就如表5 所示中的NO.15 和NO.16 两个参数:H1 与L(AA1);
2.2.1.10 尾声:刀片厚度,根据表 2 中的 NO.9 项数据 L(压),按照公式 1 进行计算;
CL=(0.75~0.80)*L(压)---------公式 1
完成后的数据汇总如表 7 所示:

注意事项:
1. 因为表面张力的原因,端子在压接时其对应的六个角落处是不可能形成方方正正的尖角状态与刀模完全贴合,而只会是圆弧形过渡;且角度越大,其空余的间隙就越小,最后的压缩率理论值也就越接近实际值, 如图 11:

2. 在结构设计(不管是产品结构还是模具结构)中筋结构,则筋与底边的夹角与间隙不能太小,就是为了防止流体变形材料不能完全填充在其中;因此卡点与六边形外围之间的间隙以及任何处的夹角不能太小, 防止端子无法填充进去,而导致最后的实际压接效果与理论效果差别甚远;
3. “条条道理通罗马”,只要能满足压缩比在要求范围内,因此 4 个基本参数的取值不是唯一的;
4. 不同的材质在相同受力情况下,压缩也是不同因此出来的压缩比标准也是不一致的,80%的标准是针对线缆导体和端子材质非常接近和类似的前提下的,当这个前提发生了变化时,压缩比的参考标准也是会变化的;
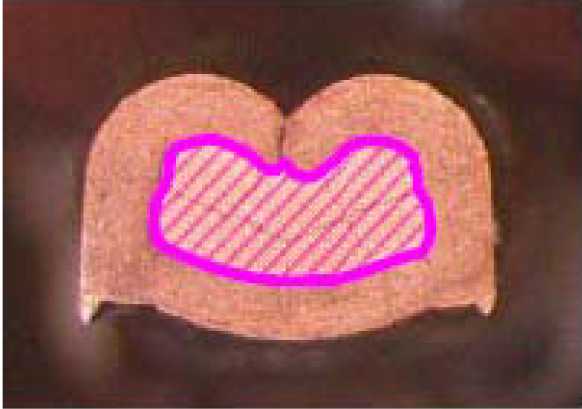
5. 因此,压缩比的计算考量是协助确认截面积的压接质量好坏的其中一个量化性的主要标准之一,但是不是唯一的。还必须要配合截面视图进行确认。
四 总结
通过以上思路和方法,并辅助EXCEL 工具就能简单地将刀模设计变得非常轻松且明了;
参考文献:
[1] 无;
 扫一扫
扫一扫 扫一扫
扫一扫