2021-04-02解读QC/T29106-2014的压接相关章节
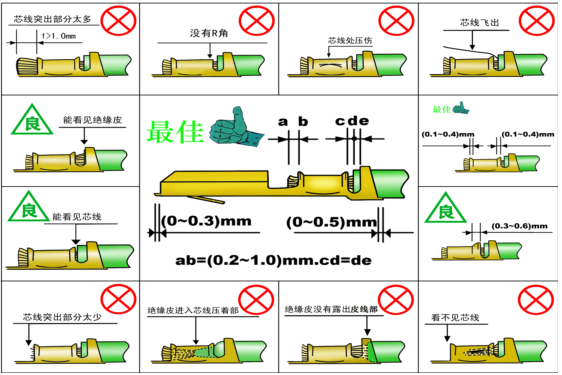
压接合格的三要素:压接外观、压接高宽度、拉拔力测试值,端子与电线的连接优先采用如图所示的压接方法。
76090
可以搜到:产品、技术、资料、新闻、检测、企业、视频
1超声波焊接在汽车行业的发展
1955年美国航空部在登月项目中由美国Sonobond公司前身AerospaceProject发明超声波金属焊接技术
80年代后,超声波金属焊接技术就广泛应用于线束焊接(重点是汽车行业的低压及通讯线束)。小于30mm2的铜线与铜线焊接

2016年以后,由于电动汽车行业的变革,高压线在汽车里应用已成为非常重要的领域。国际上先进技术开始用超声波焊接全面替代压接,成为更稳定,更安全的连接方式

2超声波焊接与压接技术对比

3超声波焊接原理

1, 超声波发生器(配件1)将电能通过内部整流、变压、专用功率管放大成20KHz的高压电源,再设计低阻值导线,输出给压电陶瓷式换能器(配件2).
2, 压电换能器中的压电陶瓷在高压电源的电极下,产生径面振动,振动通过上下金属盖板传导到换能器工作面,根据工作需要换能器盖板可做成放大形状,将陶瓷的振动振幅做初步放大。(如有需要可再连接变幅杆做振幅二次放大)。
3, 换能器的振动传递到专用耦合器(配件3)上,拉动耦合器的运动杆(配件3)做横向振动。
4, 焊头安装在横向振动端,超声作用时,在振动杆的垂直方向,向下施加压力给耦合器、压力方向与超声振动方向相互垂直,达到摩擦焊接的作用。来源杭州海颂
4超声波检验标准
拉力和撕拉力的首检、例检和末检
首检:采用一根短样进行拉力或撕拉力首检。
若首检拉力或撕拉力值在表的绿色区域,开始生产;
若首检拉力或撕拉力值在表的黄色区域,重新采用一根短样进行拉力或撕拉力测试,若重测短样数值落在绿色区域,可以开始生产;若重测短样数值落在黄色区域,调整参数之后重新首检;若重测短样数值落在红色区域,停产检查,之后重新首检。欧洲项目撕拉力值必须在绿色区域才可以生产;
若首检拉力或撕拉力值落在表的红色区域,停产检查,之后重新首检。
例检和末检
拉力测试:如该批次生产数量≤200pcs,不做例检和末检;如200pcs﹤该批次生产数量≤400pcs,需做末检,不做例检;如该批次生产数量>400pcs,需做例检和末检,且例检频率为每400pcs检查一个短样;
撕拉力测试:例检频率为每400pcs检查一个短样,如该批次≤400pcs,需做末检,不做例检;
例检和末检时,拉力和撕拉力值要在黄色或绿色区域,若发现在红色区域,在此段时间内生产的产品以红牌控制,产品按评审意见处理;
超声波焊接控制要求
操作工完成首件后,若首件检验合格,则将首件做好标识,标识上应写明日期、时间、看板号、操作工工号、机器号,质量人员对无自检资格员工的首件进行确认。
如果确认时发现问题则用红牌标识,并隔离产品,按《不合格品的控制》文件处理
操作工在合格的成品看板标签上必须写明日期、数量、看板号、操作者工号
需注意:超声波焊接两端的线芯头部均要与焊接工具头平齐,且尽量保证大线径在下,方可开始焊接
合格标准

1,无松散开的芯线
2,呈矩形形状
3,熔焊长度等于或大于5.0mm(参考值)
4,熔焊边缘到导线绝缘层之间距离为2.0-5.0mm(参考值)
5,无过烧/熔化的绝缘层
6,无焊瘤
7,芯线没有重复叠在导线绝缘层上
8,导线没有弯曲,导线自熔核处呈直线引出
标准范围内允许的偏差
一,小量焊瘤,其不会刺穿防护的覆盖层

二,过烧/熔化的导线绝缘不严重(能被绝缘覆盖胶带,模压塑模等盖住)

三,对于16芯线或更多芯导线,每根导线缺失线数不超过10%(近似至最近整数)

不合格标准
1,超量过烧/熔化的绝缘层

2,线芯末端伸展至复叠在导线绝缘层上




5超声波工艺有效验证(参考USCAR 38)
1, 量产的工艺控制-CPK测试(拉力)

Cpk:ComplexProcess Capability Index 的缩写,是现代企业用于表示支撑制程能力的指标。制程能力强才可能稳定地生产出质量、可靠性高的产品。
Uscar38要求衡量过程能力,判断过程是否可行。Cpk可以保证过程受控,1.67的Cpk值可以预测99.9999% 的制程良率。
Cpk值计算公式:Cpk=(样品平均值-要求最低拉力值)/样品标准偏差,cpk必须大于1.67
影响cpk高低的因素由样品平均值及样品标准偏差的大小决定,因此要想保证CPK达标,拉力的平均值要达到要求最低拉力值的2~3倍。
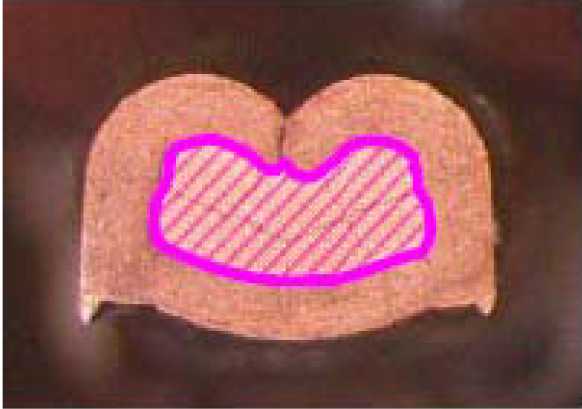
2, 剖面测试
剖面分析可以提供直接证据证明超声波焊接是否统一和牢固,以保证连接功能,将剖面分析和现有好的剖面进行对比评估。它也可以作为辅助诊断工具来判定焊接为什么没有通过该测试。若焊接不充分或焊接过度,都可能导致达不到本标准中的电气和机械要求,这些可以通过10X 及以上放大镜观察识别出来

3, 量产的工艺控制-电压降/电阻测试


4, 量产的工艺控制-加速环境测试测试
• 温度设置-40℃/150℃
• 各30min,72个循环

 扫一扫
扫一扫 扫一扫
扫一扫