2021-04-02解读QC/T29106-2014的压接相关章节
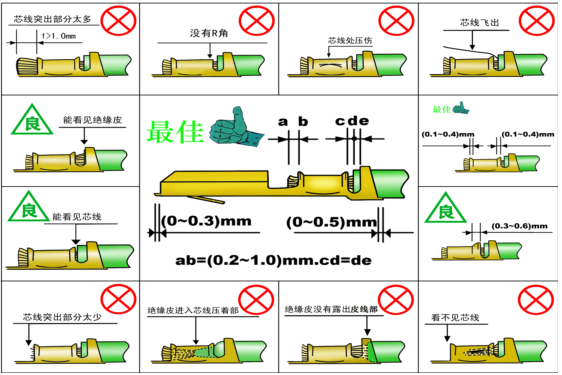
压接合格的三要素:压接外观、压接高宽度、拉拔力测试值,端子与电线的连接优先采用如图所示的压接方法。
85740
可以搜到:产品、技术、资料、新闻、检测、企业、视频
汽车线束生产制造过程中,对于需要合线连接的导线一般采用超声波焊接机对合线接点进行焊接。超声波焊接通过焊头将机械振动直接传输至需要压接的汽车线束。超声波焊接在线束行业中应用已经很普遍,而且是越来越多。

超声波金属焊由来
超声波金属焊接英文注释:Ultrasonic metalwelding,超声波金属焊接是19世纪30年代偶然发现的。当时在作电流点焊电极加超声振动试验时,发现不通电流也能焊接上,因而发展了超声金属冷焊技术。超声波焊接虽然发现较早,但是到目前为止,其作用机理还不是很清楚。它类似于摩擦焊,但有区别,超声焊接时间很短,温度低于再结晶;它与压力焊也不相同,因为所加的静压力比压力焊小的多。
一般认为在超声波焊接过程中的初始阶段,切向振动出去金属表面的氧化物,并是粗糙表面的突出部分产生反复的微焊和破坏的过程而使接触面积增大,同时使焊区温度升高,在焊件交界面产生塑性变形。这样在接触压力的作用下,相互接近到原子引力能够发生作用的距离时,即形成焊点。焊接时间过长,或超声波振幅过大会使焊接强度下降,甚至破坏。
超声波金属焊接原理
超声波金属焊接是利用额每秒钟数万次的高频振动波传递到两个需焊接的金属工件表面,再施以一定的压力,使金属表面相互摩擦而形成分子层之间的熔合,达到焊接的目的。其优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚(一般小于或等于5mm)、焊点位不能太大、需要加压。
汽车线束超声波焊接机工具头主要是有焊接头、铁砧连接块、铁砧顶块、聚合模块4个部件构成。焊接时,将线垂直排列紧,贴着铁砧连接块,脚踏开关后,聚合模块向铁砧顶块方向移动,同时铁砧连接块连接铁砧顶块一同向下移动,将汽车线束紧急压在焊接区域内,焊接头产生振动,将能量传递给铜线,从而使汽车线束焊接在一起。
在焊接时,除焊接头振动外,其他工具头都是不懂的。焊接完成后,聚合模块退回,铁砧顶块退回,同时铁砧连接块升起,从而可取出线束。由于焊接头是震动的,而其他工具头是固定不动的,为防止各工具头与焊接头之间形成焊接而损坏焊接机,故焊接头上表面与聚合模块地面、铁砧顶块侧面与铁砧连接块侧面留0.025mm的间隙,使焊接头不能与其他工具头相互接触。这些间隙之间也不能留有碎铜等杂物,否则焊接时会造成工具头工作表面燃蚀,严重时可损坏电路板。由于超声波振动是由焊接头产生的,其能量是由焊接头传递到铁砧顶块的,故越靠近焊接头能量越大,并且能量是由上向下传递的,故放置线时应将粗线放在下端,贴近焊接头面,较细的线依次向上垂直排列,这样可使粗线获得大的能量,从而防止过焊或焊接不足。而垂直排列可防止侧面焊接,从而保证焊接品质。

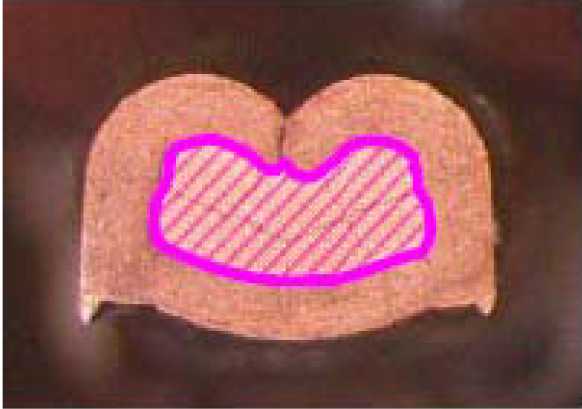
在进行超声波焊接汽车线束时,需要设置有关参数,比如:导线截面积、导线对齐方式、压强、焊接间距、振幅、宽度、压力、能量等。焊接过程中,导线应垂直重叠排列,并且大截面线应在下面靠近焊接工具头,以使焊接充分;导体应紧靠铁砧面放置,彼此紧贴在一起,以使焊接后有足够的坚固性;导体重叠的长度一般设置成13-15mm,重叠长度太短焊接强度不易保证,重叠长度太长焊接端头易形成翘起,对下道工序操作不便。焊接处表面不允许出现氧化、断丝、缺损和绝缘层融化现象。焊接与未焊接的过渡部位a应呈圆弧状,且在b区可见未焊接的导体端部。

超声波金属焊接特点和优缺点
优点:
1.超声波金属焊接压力小,能耗低,且能焊接异种金属材料。基于这些特点.可通过综合利用超声波金属焊接技术和数控铣削技术来使金属零件快速成形。并在成形过程中埋人功能器件来制作智能金属基复合材料等。
2.金属超声波焊机可进行点焊、连续焊。其焊接速度快。在应用范围方面。即使材料间的物理性能相差悬殊,也能很好地焊接;还可进行其他方法无法奏效的金属箔片、细丝、微小的器件及厚薄悬殊、多层金属片的焊接。
3.超声波金属焊接焊点强度高,且其稳定性好。具有高抗疲劳强度特征。
4.焊接过程无需采用水冷和气体保护,被焊工件的变形很小。焊接完成后工件无需进行退火等热处理。超声波金属焊接过程本身包含着对焊接件表面氧化层的破碎清理作用。焊面清洁美观,无需像其他焊接方法那样进行焊后清理。
5.金属的超声波焊接不用焊条。焊接区不通电。不直接对被焊金属加热。焊接同一工件金属,与焊条电弧焊、气焊相比,苏州超声波塑料焊接机能耗要小得多。
6.由于不需要添加焊剂。不污染被加工物,不产生任何焊渣、污水、有害气体等废物污染,因而是一种节能环保焊接方法。
7.由于超声波发生器是功率电子线路,易于实现电气控制,能很好地与计算机配合进行焊接控制,从而达到高精度的焊接,并且易于实现焊接的信息化和自动化。
缺点:
1.把超声波应用于金属材料焊接中,虽然可以得到很好的焊接效果,但是超声波发生器和声学系统与机械系统相结合的整个系统,其稳定性、可操作性、可靠性等方面还存在问题。所以声学系统(换能器、变幅杆、连接部分)的设计,以及声学系统与试件的连接方式等,都是十分关键的问题。
2.对金属超声波焊接机理的认识不足。超声金属焊接是否无金属熔化,仅仅是一种固相焊接方法,或者说是金属间的“键和”过程,还有待进一步研究。
3.超声波金属焊接影响工艺参数因素较多,不易进行总结。
4.由于焊接所需的功率随工件厚度及硬度的提高而呈指数增加,而大功率超声波焊机的制造困难,且成本很高。随着焊接功率的进一步提高,不仅在声学系统的设计及制造方面将会面临一系列较难解决的问题,而且未必能取得预期的工艺效果。因此目前仅限于焊接丝、箔、片等细薄件。
5.超声波焊机的“开敞性”比较差,工件的伸入尺寸也不能超过焊接系统所允许的范围。接头形式目前只限于搭接接头。
6.焊点表面容易出高频机械振动而引起边缘的疲劳破坏,对焊接硬而脆的材料不利。
7.目前来讲,对超声波焊接的焊接质量的检测还是比较难做的,无损检测设备还没有普及,常用方法无法用来监控,这也给大批量生产造成一定困难
超声波金属焊接的应用:
适用于铜、铝、锡、镍、金、银、钼、不銹钢等有色金属材料薄板、细棒、丝、片、带等材料实施瞬间焊接,总厚度可达2-4mm。
2. 啸叫
当焊头工作时出现啸叫时,应分析以下原因:
①安装螺丝是否已松动
②焊头是否产生裂纹
③焊头是否和不应接触的物件相接触。
3. 过载
当发生器发出过载警报时,应按如下步骤进行检查:
①空载测试,如工作电流正常,则可能是焊头接触到不应接触的物件或焊头与焊座之间的参数调节出现故障。
②空载测试不正常时,应首先观察焊头是否有裂纹,安装是否牢固,然后拆下焊头再进行空载测试,排除是否是换能器+变幅杆出现问题,一步步进行排除。排除掉换能器+变幅杆出现故障的可能性后,将新的焊头拆换以判断。
③有时会出现空载测试正常,而不能正常工作的情况,有可能是焊头等声能原件内部发生变化,导致声能传递不畅,这里有一个比较简单的判断方法:手触摸法。正常工作的焊头或变幅杆表面工作时振幅是非常均匀的,手摸上去是丝绒般的顺滑,当声能传递不畅时,用手摸上去会有气泡或毛刺的感觉,这时就要采用排除法去排除有问题的部件。发生器不正常时,也能产生同样的情况,因为正常来说检测换能器输入波形时应为顺滑的正弦波,当正弦波上有尖峰或不正常波形时也能产生这种现象,这时可以用另外一整枝声能元件替换以判别。
 扫一扫
扫一扫 扫一扫
扫一扫